
Finning

Extruded fins include pre-run destructive test AND at least one tube from every batch.
All tubes are detergent and steam cleaned to remove grease and dirt from the OUTSIDE then dried BEFORE any finning. This extra step eliminates the chance of inadvertent resistance at the fin-and-tube boundary – thus assuring a complete bond between fin and tube
Our Quality
All varieties of industry standard fins are provided on CPI equipment. Our quality process requires pressure cleaning the base tubes before finning to prevent contact interference and to ensure maximum heat transfer and minimum thermal resistance.
L-fins, spirally wound under tension, are the most cost efficient type for benign environments and average temperature applications. CPI L-fins are checked for contact integrity and produced with cast zinc end bands to prevent loss of tension found in merely stapled options.
Embedded fins, suited for high temperature applications, have the aluminum edge fitted into a spiral groove in the process tube wall. Temperatures in excess of 500º F are the most common use of this fin type.
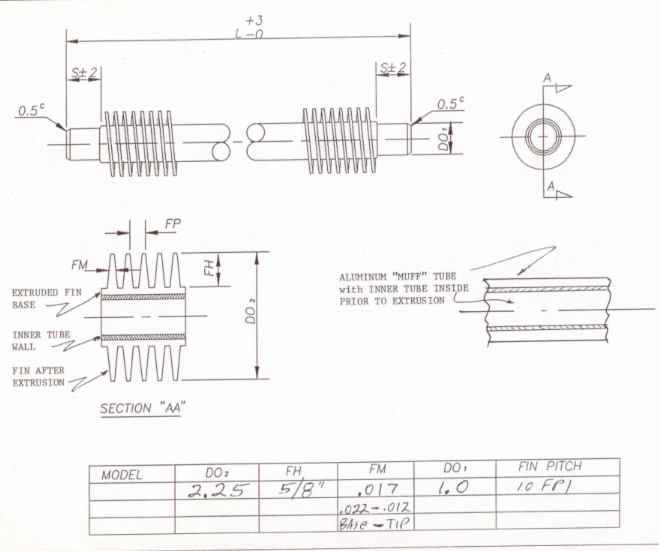
Extruded fins are best for corrosive environments or higher process temperatures requiring alloy inner tubes where cutting into the tube wall is costly.
Extruded fins are manufactured from a single piece of outer aluminum tubing. The high pressure, exacting process cuts and raises the multiple fins per inch, while stretching and mechanically bonding the outer aluminum to the inner tube.